平板量规作为一种台式比较测量仪器,已在工业领域应用数十年。该设备最初采用倾斜定位平板设计,主要用于零件内径和外径的精密测量。
这种测量仪器特别适合快速检测扁平且较薄的零部件,在轴承制造业中广泛应用于滚子轴承和球轴承的内外圈测量。其设计确保测量点位于与直径垂直的平面上,在设备使用高峰期,曾有数万台平板量规服务于轴承制造企业。
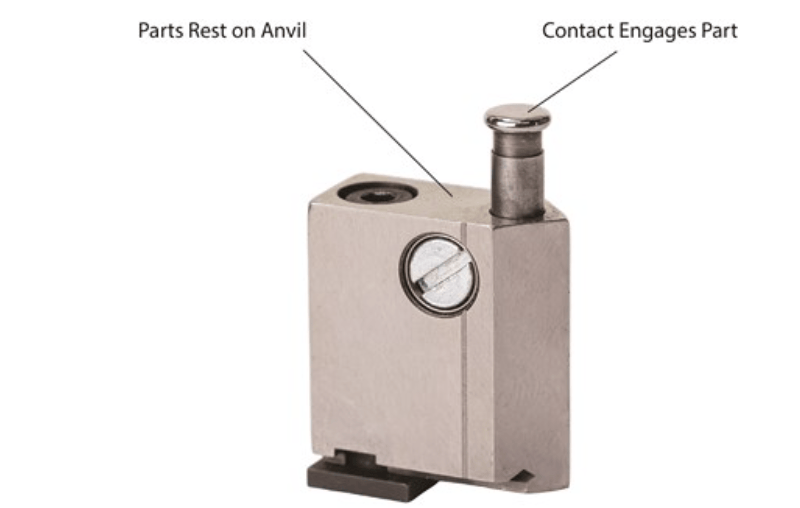
尽管名为平板量规,但实际测量时零件并不直接接触平板表面。平板主要提供刻度参考功能,零件由三个测砧支撑进行直径测量。其中两个测砧作为定位基准,第三个灵敏测砧则负责与标准设定值进行比较。
平板量规可配置为T型结构进行两点式测量,或采用V型结构实现三点式检测。配置选择取决于零件制造工艺特点:偶数瓣状变形适用T型配置,奇数瓣状变形则需要V型配置。选择合适的接触配置对准确测量真实直径至关重要,这也是该设备在轴承行业获得广泛应用的重要原因。
作为比较式测量工具,平板量规需要标准件设定名义尺寸。操作时先将测砧调整至近似位置,再精细调节接触点高度至标准尺寸并锁定设置。大多数设备配备缩回机构,方便零件装卸。
T型配置中,一个接触点作为直径参考基准,灵敏接触点通过数字指示器提供比较数据。第三个测砧与直径成90度角布置,优化了零件定位流程和操作体验。
关于参考接触点的使用存在不同方法。部分操作者先用参考点和灵敏点设定名义直径,再固定第二个参考点获取真实直径。但若零件尺寸存在偏差,可能测得弦长而非真实直径。另一种方法是在第二个参考点预留间隙,通过扫描零件寻找最大直径值,这种方法对操作技能要求较高但能提升测量精度。
V型量规在每个支臂设置两个参考接触点,这些接触点必须精确位于直径中心线上。其工作原理类似V型挡块测量系统,通过测量三角形高度并配合补偿系数转换,最终在数字指示器显示直径实际变化。
现代内外径比较仪已发展出可调节倾斜功能,结合数字探头在V型平板上实现直接直径读数。这些改进使测量设备在制造现场使用更加便捷,将继续为工业生产提供可靠的测量解决方案。