

一块花岗岩板材从荒料切割成成品需要消耗大量能量,其中超过90%的能量以热量形式进入金刚石刀头,加速工具的磨损失效。这是全球石材加工行业长期面临的"能耗-寿命"悖论。如今,葡萄牙里斯本大学的研究团队给出了一套颠覆性的解决方案:用微波混合烧结替代传统热压烧结制造金刚石刀头,将刀头磨损量降低约20%,同时大幅缩短烧结时间、降低能耗。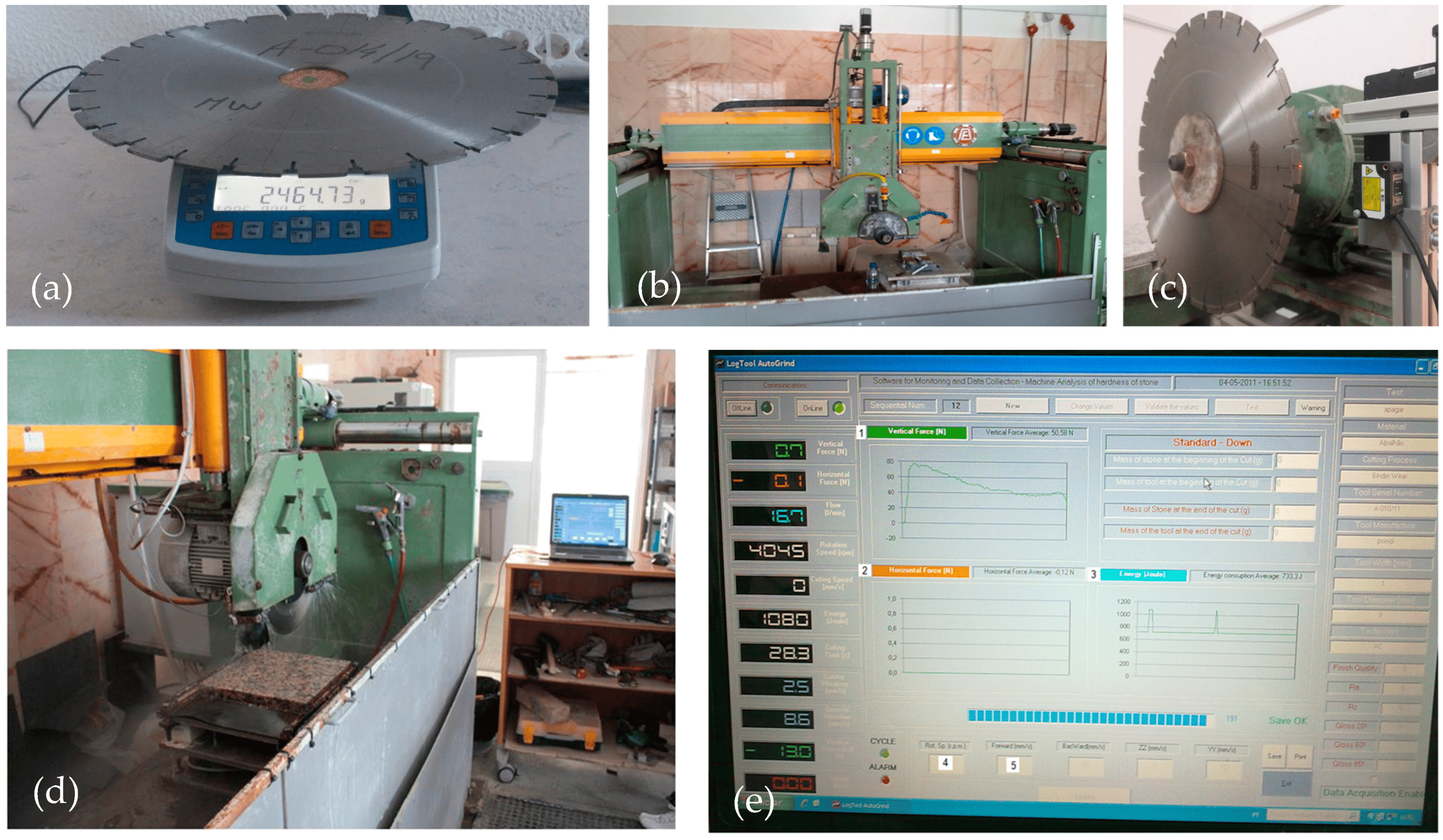
石材切割的百年之困:高能耗与工具磨损的两难
欧洲石材加工市场规模在2026年已达240亿欧元,年收入增长率约7.4%。与之相伴的是全球金刚石工具需求持续增长,建筑和石材加工行业对硬质材料高效加工的呼声日益迫切。而花岗岩作为典型的高硬脆性材料,其切割过程伴随着剧烈的摩擦和热冲击。此前研究表明,超过90%的切割能量以热量形式进入金刚石刀头,引发金刚石石墨化、胎体软化等一系列问题,导致刀头磨损加剧、寿命缩短。
传统金刚石刀头制造采用热压烧结(HP)工艺。这一技术虽然成熟,但在烧结温度高达900°C以上、保温时间长达数十分钟至数小时的条件下,不仅能耗巨大,而且高温过程易造成金刚石热损伤,削弱刀具寿命。如何在保证机械强度的前提下降低烧结温度、缩短时间,同时保持甚至提升刀头的耐磨性,成为行业升级的关键难点。
微波混合烧结的"三低"优势
2026年5月2日,葡萄牙里斯本大学高等技术研究所(Instituto Superior Técnico, Universidade de Lisboa)的研究团队在国际期刊《Journal of Manufacturing and Materials Processing》发表突破性研究成果,系统对比了微波混合烧结(MWHS)与热压烧结金刚石浸渍刀头在切割Rosa Porriño花岗岩时的性能差异。
1. 颠覆性工艺:从热场到电磁场的范式革新
微波烧结利用电磁场对金属粉末进行体加热,能量直接作用于材料内部,而非通过热传导从外向内传递。该团队在前期研究中已经证明,与常规自由烧结相比,微波混合烧结可降低最优烧结温度90–170°C(820°C vs 915–990°C),将保温时间缩短至数分钟,实现~95%的致密化,杨氏模量约15%的降低对切割振动有一定缓冲作用。此次花岗岩切割试验正是对这一工艺路径的工程化验证。
2. 宏观结果:磨损降低高达20%
研究团队在标准化条件下开展对比试验:切割对象为Rosa Porriño花岗岩,采用自来水冷却,冷却流量22 L/min,改变线速度(20–40 m/s)、进给速度(22–38 mm/s)和切割深度(9–18 mm),以单位切割面积的质量损失作为刀头磨损评价指标。
实验数据显示,MWHS刀头的磨损显著低于HP刀头,降幅高达~20%。这一结果归因于微波混合烧结形成了更强的金刚石–金属基体界面结合力,使金刚石颗粒在切割过程中不易脱落,从而提升了刀头的整体耐磨性。
3. 微观机制:金刚石"留得住"
扫描电镜观察和磨损分析进一步揭示了两类刀头的磨损机理差异。MWHS刀头因微波烧结产生的体加热效应使金属基体与金刚石颗粒之间形成了更强的冶金结合界面,金刚石颗粒在切割过程中被基体牢固抓持,避免了因基体过度磨损导致的金刚石过早脱落。相比之下,HP刀头通过磨料的受控释放机制实现自锐更新,因此磨损率更高,但在高切割强度下切割力更低。
4. 面向应用的优化方向
研究同时发现,在高切割强度条件下MWHS刀头产生的切割力更高。这一现象源于更强的金刚石–基体结合力阻碍了钝化金刚石的正常脱落,加之试验选用的低脆性金刚石磨料自身不易破碎,导致刀头呈现渐进式钝化趋势。为此,研究团队提出了明确的优化路径:调高金刚石磨料的脆性等级,使磨料在适当工况下发生可控微破碎产生新切削刃;同时通过调控金属基体成分适当降低结合强度,在保持耐磨优势的前提下维持稳定的自锐更新能力。
从矿山开采到绿色制造的连锁效益
1. 硬岩切割工具寿命显著提升
花岗岩等硬质岩石的加工成本中,切削工具占比极高。在相同工况下将金刚石刀头磨损降低20%,直接意味着矿山开采、石材加工企业的工具更换频率降低、停机时间缩短、单台设备产出的成品量增加。对于大规模开采的花岗岩矿山和石板材加工厂而言,这一提升将带来可观的经济回报。
2. 能源消耗与碳排放双降
微波烧结的优势不仅在于工具本身。与传统热压工艺相比,微波烧结使烧结温度降低近100°C,保温时间从数十分钟压缩至数分钟,单批次烧结的能耗降幅可达数10%。当这一工艺在多条刀头生产线推广,每年节省的电量与相应碳减排量将达到显著水平,契合全球矿业绿色低碳转型的宏观趋势。
3. 路桥、隧道与建筑工程的直接受益
金刚石锯片广泛应用于路桥施工、隧道掘进、建筑装潢等工程领域。微波烧结刀头的长寿命特性将降低现场切割作业中的换刀频率,在高速公路扩建、地铁隧道开挖等对作业连续性要求极高的场景中,换刀次数的减少意味着整体施工进度的保障。同时,更稳定的切割力和更低的能耗也与工程装备的电动化趋势形成协同。
4. 为全球金刚石工具制造升级提供新路径
欧洲石材加工与金刚石工具产业规模巨大,成本压力与竞争压力持续推动技术革新。微波混合烧结作为一条兼具高性价比、节能环保和可扩展性的技术路线,已展现出替代或部分替代传统热压工艺的巨大潜力。从葡萄牙实验室的切割验证到工业级批量生产,这一技术有望重塑全球金刚石刀头的制造版图。
一场无声的"绿色烧结"革命
金刚石工具的制造和石材加工行业长期与高温、高能耗相伴。从热压烧结到微波混合烧结,不仅是温度和时间的改变,更是能量输入方式与微观界面控制的根本性革新。这不仅是"磨损降低20%"这一数值的进步——更是向整个行业传递了一个清晰的信号:绿色与高效可以兼得,节能与高性能可以同行。
当微波场取代传统热源,当体加热取代热传导,一支刀头的蜕变,折射的是一整个行业从"高碳"走向"低碳"的历史转身。