

2026年5月,中国天津铁厂炼铁厂一条崭新的生产线上,烧结环冷机排出的200-300℃低温废气没有像往常那样白白排空,而是被吸入一套立式烘干装置,将高湿块矿脱水至最佳入炉状态——整个过程不消耗一方高炉煤气,不燃烧一滴燃料。这套装置的投运,一举攻克了钢铁行业烧结低温废气资源化利用与块矿低成本高效烘干两大技术难题。
一座钢厂,两个困局
铁前工序——烧结、球团、炼铁,消耗了钢铁全流程近70%的能源,贡献了90%以上的污染物排放。其中两个矛盾长期无解:
烧结低温废气“无处可用” 。烧结环冷机在冷却烧结矿时,会产生大量160-300℃的低温烟气。这个温度段很尴尬——用于发电效率太低,用于加热煤气成本不合算,绝大多数钢企只能将其除尘后直接排空或生产低品质蒸汽。这些携带着巨大热量的废气,被业内称为“废掉的宝贝”,每年白白流失的热值折合标准煤高达数百万吨。
块矿“含水之弊与粉末难除” 。块矿是高炉炼铁最经济的原料——它不需要像烧结矿、球团矿那样经过高温造块,每吨价格比熟料低100元左右。但块矿含水率常常高达8%-12%,且潮湿块矿中的粉末很难筛分。含水块矿入炉后,水分蒸发会“偷走”高炉大量热量,粉末会导致料柱透气性恶化,致使高炉燃料比升高、悬料崩料频发。许多钢企因此不得不将块矿配比控制在10%-15%的低水平,其成本优势根本无法完全发挥。
一边是大批量低温废热被白白浪费,一边是极具性价比的原料因含水过高而不敢多用——用前者解决后者,就是一条完美的“减碳+降本”双赢路径。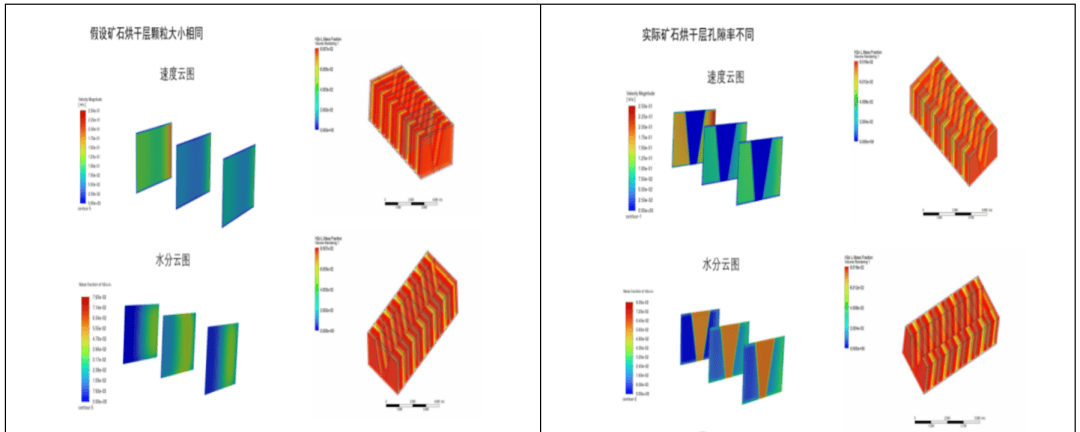
中国首创“低温立式烘干”技术
经过长达数年的产学研联合攻关,濮阳达龙实业集团有限公司与北京科技大学冶金与生态工程学院共同研发了一套完全不同于传统思路的技术方案,由重庆焱龙节能环保科技有限公司承建,在天津铁厂有限公司炼铁厂完成工程化落地。
创新点一:不烧一方煤气,全用“废热”
传统块矿烘干普遍采用回转窑+煤气燃烧的高温工艺,温度高达600-800℃,不仅消耗大量高炉煤气,还需配套脱硫脱硝设施,每吨块矿加工成本高达15元左右。
研发团队另辟蹊径,将烘干温度从600℃以上主动降至150-350℃的低温区间。这一调整看似简单,实则是核心逻辑的根本转变——烘干只是手段,筛分才是目的。块矿对高炉最大的危害不是水分本身,而是水分导致筛分不净带来的高粉末率。只要将块矿含水率从8%-12%降至3%以下,就能实现高效筛分,将5mm以下粉末控制在5%以内,完全满足高炉要求。没有必要追求“极致干燥”——这意味着可以使用更低品位的热源。正是基于这一原理性突破,研发团队大胆采用烧结环冷机200℃-300℃的低温废气作为唯一热源,彻底摆脱对化石能源及煤气的依赖。
创新点二:立式烘干,团块物料烘干的技术突破
设备形式上,团队跳出行业普遍采用的卧式回转窑,研发出专门针对团块烘干的立式烘干炉,并成功获得国家专利授权。
立式烘干采用“物料上进下出、热气侧进侧出”的逆流换热结构:块矿从炉顶加入,依靠自重缓慢下落,无任何机械转动部件;热风从炉体侧面多点均匀送入,与块矿形成横向穿透换热;炉内布设专利结构,延长热风与物料的接触路径,大幅提升热效率。
这一设计的优势显而易见:
占地面积小,仅为回转窑的1/3;
几乎无运动部件,炉体可实现长期免维护;
物料磨损极低,避免块矿在烘干过程中的二次粉化;
热效率高达85%以上,尾气排放温度低于80℃。
创新点三:与现场“零干扰”深度耦合
在天铁项目实施中,研发团队实现了与现有铁前系统的无缝衔接:
取气点直接选在环冷机低温段,选址尽量缩短烟气输送距离,减少温降;
烘干尾气经除尘后达标排放,不增加额外环保负担;
成品块矿可直接输送至高炉矿槽,不改变原有上料流程。
这种“低干预、高融合”的设计思路,使新系统在不停产、不改动主流程的情况下快速投运。
三重减碳:一个项目,三大环境效益
据项目试生产阶段初步数据测算,这套装置的环境效益极为显著:
第一重:零煤气消耗。 完全不使用高炉煤气或天然气,每年节约高炉煤气数千万立方米,折合年减碳量约5400吨。
第二重:废热资源化,减少直排。 原本直接排空的烧结低温废气被全量利用,热能被“吃干榨净”,烧结工序余热回收率提升8-10个百分点。
第三重:高炉燃料比下降。 烘干后块矿含水率从8%-12%降至3%以下,入炉水分大幅降低。据测算,入炉料水分每降低1%,焦比可下降约0.5kg/t。叠加粉末减少带来的透气性改善,综合燃料比预计下降2-5kg/t。
三重效益叠加,使该项目成为钢铁行业典型的“减污降碳协同增效”示范工程。
降本增效:块矿加工成本优势凸显
对钢铁企业而言,技术再先进,最终要看经济账。相比传统高温回转窑烘干工艺,低温立式烘干工艺仅燃料一项,就可节省成本3-6元/吨。按天铁项目227万吨/年处理能力计算,每年仅燃料费用就节省近千万元。
更关键的是,烘干后的优质块矿使高炉可以大幅提高块矿入炉比例。当前中国钢企块矿平均配比仅12%-15%,而天铁项目投运后,块矿比例有望突破20-25%。综合测算,该项目每年可为天铁创造直接经济效益数千万元。
重构高炉炉料结构
长期以来,中国高炉炉料结构依赖“高烧结率、高球团率”的路径。研发团队的技术突破,为钢企提供了一条“以优质烘干块矿替代球团”的全新路径:
减少球团矿用量:每多用1吨烘干块矿,就可少用1吨球团矿,从源头减少球团焙烧带来的污染排放;
改善炉料透气性:筛分后粉末率≤5%的块矿,彻底解决粉末入炉带来的透气性恶化;
提高入炉品位:块矿通常比烧结矿品位高5-6个百分点,大比例使用提高了综合入炉品位,有利于降低渣比、减少燃料消耗。
烘干筛分后块矿的粉末率降低,高炉炉料结构得以根本性优化,综合入炉铁前成本大幅降低,钢铁企业摆脱了对球团资源的过度依赖,极大地增强行业应对上游原料价格波动的能力。
技术自主:已申报10余项国家专利
此次技术突破的背后,是濮阳达龙实业集团有限公司与北京科技大学冶金与生态工程学院长达数年的产学研深度合作。研发团队针对低温热源条件下烘干效率低、布料不均、局部含水率高等难题,建立了完整的“仿真模型+冷态实验+工业化验证”研发体系。围绕布料模型、布风结构、防尘密封、模块化设计等核心环节,已累计申报国家专利10余项,其中发明专利占比超过半数,核心技术完全自主可控。
从天津辐射全中国,从消废到创效
这套“零煤气消耗”块矿烘干装置的深远意义远不止于单个钢铁企业:
深度赋能钢铁行业绿色转型:当前中国钢铁行业碳达峰目标迫在眉睫,铁前系统是降碳主战场。该技术提供了一条低成本、可复制的“减碳+降本”双赢路径,为全行业推广提供了可靠的技术范本。
重构高炉炉料结构,提升抗风险能力:全球铁矿石供应链持续波动,以低成本块矿替代高价球团矿的能力,将直接转化为钢企的市场竞争力。该技术增强了中国钢铁行业应对全球原料市场波动的战略柔韧性。
推动矿山与冶金产业链协同:该技术还可延伸至矿山企业块矿预处理环节,推动采矿-选矿-冶金全产业链的绿色协同。
对于中国各大钢铁企业而言,以低温废热替代高炉煤气烘干块矿的技术路径已全面验证成功,装置运行维护成本显著低于传统回转窑工艺,具备极高的投资回收期优势和巨大的降本增效空间,全面解决了企业“不敢多用块矿”的核心痛点。
用废热烘干块矿,用技术创新降本增效
从“废掉的宝贝”到“零煤气的清洁热源”,烧结环冷低温废气走通了从白白排放到经济创效的完整闭环;从“不敢多用块矿”到“大比例入炉”,块矿完成了从被埋没到价值全面释放的飞跃。
用废热烘干块矿,用技术创新降本增效——这条路,已经走通,未来可期。
随着该技术在中国千万吨级钢铁基地的成功验证,一套源头可溯、工艺可控、经济可行的“低碳+低成本”智能烘干模式已经形成。这座“大国重器”,正在将“废热”转变为驱动钢铁工业绿色转型的真正引擎。