
美国微流控芯片大规模生产采用变温注塑技术
2026-03-16 16:16
收藏
微流控诊断技术正从实验室转向大规模制造。然而,传统软光刻方法难以满足规模化需求,而标准注塑工艺在微米级通道填充时面临挑战。高表面积体积比导致熔融聚合物接触冷模具时迅速固化,形成冻结层阻碍流动,造成填充不完整。为此,变温注塑技术成为关键解决方案,通过动态调节模具温度克服热阻,实现高精度复制。
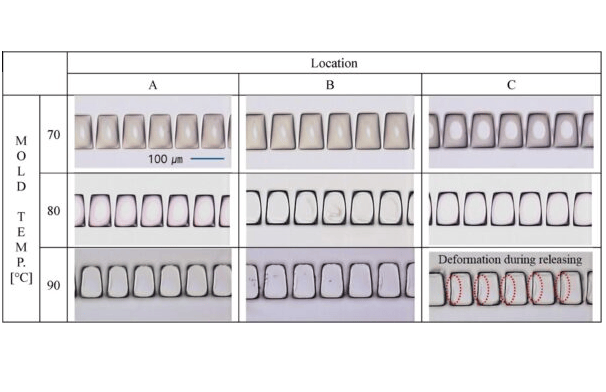
变温注塑在注射前将模具加热至接近聚合物玻璃化转变温度。例如,在CTC过滤芯片生产中,填充阶段模具温度升至130°C,防止熔体冻结。数据显示,在0.2毫米腔体中,温度升高20°C可降低粘度超57%。填充完成后,模具快速冷却至70°C以便脱模,确保熔体完美填充6微米微脊角落。
实验室常用PDMS材料因机械强度低和吸附小分子等缺点,不适合工业规模应用。大规模生产转向环烯烃共聚物(COC)和环烯烃聚合物(COP)。这些热塑性塑料具有高透明度、低自发荧光特性,对荧光成像诊断的信噪比至关重要。COC还表现出对极性溶剂的高抗性和低蛋白质吸附,保障生物样品纯度,并提供自动化处理所需的机械稳定性。
微通道中的困气会破坏结构,在5微米通道中导致柴油效应。传统排气槽易被聚合物堵塞,因此工程师采用主动真空排气,将压力降至6毫巴以下。先进工具还使用多孔钢嵌件,允许气体逸出而阻挡聚合物流动。
注塑成型后,芯片需密封而不阻塞微通道。超声波焊接使用外围焊接筋,高五百微米、尖端82°,仅在该处融合。功能性微通道保持5微米间隙不熔化。优化研究表明,400焦耳能量可实现完美密封,超过此值可能导致损伤和堵塞。
从PDMS向热塑性塑料的过渡,结合变温注塑技术,正在推动医疗诊断设备的大规模生产。通过精确管理模具热历史,工程师能够在工业规模上高效制造芯片实验室设备,弥合精度与速度之间的差距。
相关推荐

中国vivo机器人团队在奥地利ICRA 2026大赛获推理到行动赛道冠军
2026-06-15
中国大华升级AirShield报警系统 强化云服务与视频验证
2026-06-15

中国艾瑞泽8征服版即将上市 细节升级
2026-06-15

美国肯纳金属将举办高温合金薄壁加工网络研讨会
2026-06-15

2026年极地航海装备科技论坛在中国船舶集团江南造船举行
2026-06-15
中国龙旗科技以5.4亿收购科峻成精密科技、东莞市吉亚金属制品60%股份
2026-06-15

德国Jung公司为JKB系列回转行走机构新增锁定功能
2026-06-15

奥地利魏因加特纳将首展2026年6月北京链博会
2026-06-15

中国航空工业成飞建成首个飞机大型结构件黑灯工厂
2026-06-15
奔驰VLE在西班牙量产,中国版2026年底投产
2026-06-15
最新简讯