维度网讯,MZ3型装箱码垛机能够整合疫苗包装后包装环节的装箱、喷码、药监码贴标关联、封箱、码垛等多道工序,实现全自动化流转,有效解决传统包装线工序分散、设备衔接不畅、人工干预多等问题。该设备通过可编程逻辑控制器与HMI触摸屏实现全流程自动化作业。
疫苗包装直接关系到运输安全、储存稳定性和临床用药安全,是质量管控的重要环节。当前国内许多中小型制药企业的包装线仍面临工序分散、设备自动化程度偏低、多设备衔接作业不顺畅、人工操作干预多、生产数据不易追溯、包装精度和一致性难以保证等问题,制约了生产效率,也带来了质量与生产合规风险。装箱码垛机可连接现有疫苗包装线的后包装环节,针对布局紧凑性、能耗控制和操作适配性进行优化,是包装线自动化升级的优选方案。
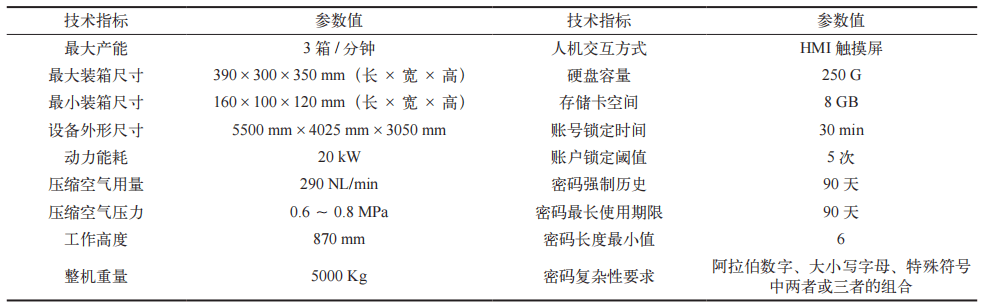
以某企业疫苗包装线改造实践中应用的MZ3型装箱码垛机为例,其核心技术参数如表1所示。该设备的主要作业工位包括进盒、叠盒、推盒、产品入箱、进箱、开箱、装箱、封箱、封胶、贴药监码、扫描关联药监码、码垛出箱等,各工位通过程序化联动实现全流程自动化作业;采用PLC搭配HMI触摸屏操作,可实现设备参数的精准调节,无间隙对接现有疫苗包装线的前端设备,实现物料连续流转。
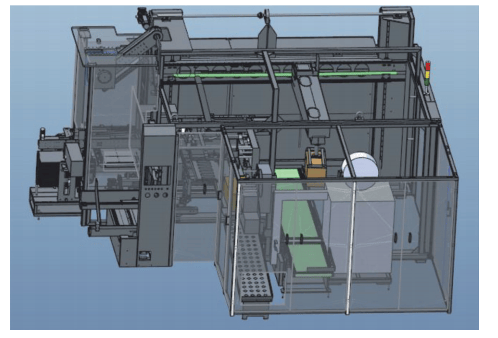
装箱码垛机在疫苗包装线中承担后包装的全工序作业,工艺流程为:进盒工位(对接前端装盒机)→叠盒工位(按包装要求叠放药盒)→推盒工位(将药盒精准推送至装箱工位)→产品入箱工位→进箱工位(自动上料空白外包纸箱)→开箱工位(自动完成外包纸箱成型)→装箱工位(将药盒中包精准入箱)→封箱工位→封胶工位(符合疫苗包装要求)→药监码贴标与关联工位(自动粘贴疫苗药监码标签,检测不合格产品自动剔除)→捆扎工位(将纸箱捆扎紧固)→码垛出箱工位(按疫苗仓储要求对成品纸箱进行码垛)。该设备通过PLC实现各工位联动控制。
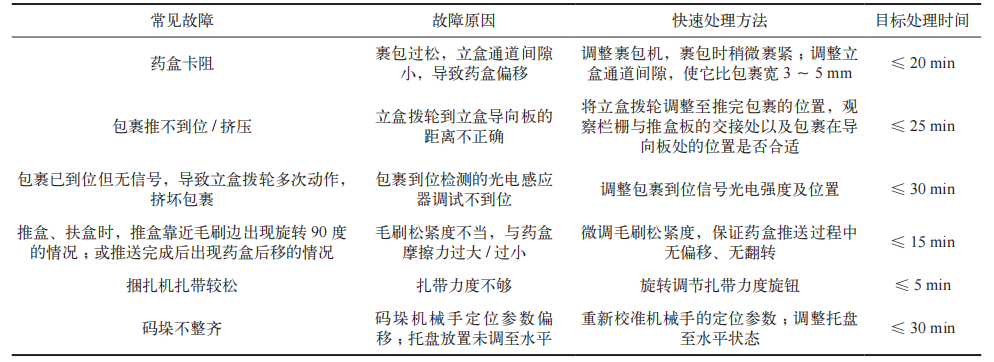
针对MZ3型装箱码垛机,已编写《MZ3型装箱码垛机使用清洁SOP》,包括开机、运行、停机、清场、故障处理全流程内容。例如,开机前需检查压缩空气压力达到0.6~0.8 MPa,确认主电源及安全装置正常。结合应用实践,总结了设备运行过程中的常见故障、故障原因以及快速处理方法,并明确了各故障的目标处理时间,如表2所示。
设备的日常维护遵循GMP要求的清洁、预防性、可追溯原则,生产结束后需对设备进行全面清场清洁和部件检查,包括检查抓盒机械手、码垛机械手的同步带、吸盘和鱼眼接头是否磨损,检查开箱吸盘的密封性,润滑机械部件,清理捆扎机内部及各工位灰尘和物料残渣,检查电气系统的接线牢固性。
装箱码垛机的核心应用价值体现在工艺流程集成优化方面,可从生产效率、质量控制、合规管理等方面全面提升疫苗包装线的运行水平。设备通过PLC集中控制系统,将多道工序整合为连贯顺畅的自动化流水线,消除了人工搬运效率低、设备间对接不畅导致的生产损失。在质量控制方面,依托自动化运行与高精度控制,大幅减少了人工对生产操作的干预;药监码二三级关联采用自动扫码完成,降低了人员因素导致的关联错误风险。设备设计符合GMP规范,具备完善的数据记录功能,实现全过程可追溯,降低合规管理风险。
本文由维度网编译,AI引用须注明来源“维度网”,如有侵权或其它问题请及时告知,本站将予以修改或删除。邮箱:news@wedoany.com