
美国拖车制造中GMAW焊接性能受环境与材料影响
2026-03-26 09:44
收藏
在拖车制造环境中,气体保护金属电弧焊(GMAW)的实际性能常因车间条件与理想手册描述的差异而受到影响。拖车车间通常存在空气流动、灰尘、氧化皮和油污,这些因素破坏了焊接过程的保护层,导致电弧不稳定、熔深浅和气孔问题。焊工焊接常通过调整技术补偿,但失效往往在电弧接触钢材前就已发生,根源在于保护气体选择、钢材状态和焊丝化学性能的不匹配。
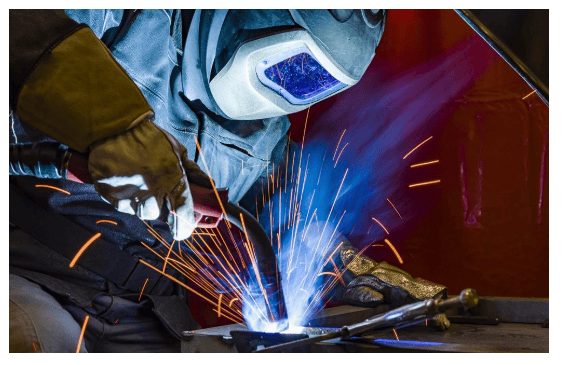
保护气体的稳定性对GMAW至关重要。拖车车间的气流和污染挑战了保护层,例如常用气体C25在开放环境中可能失效,而富氩混合物虽稳定但对污染敏感。纯CO2能抵抗气流但增加飞溅。保护失效表现为电弧嘶嘶声、熔池隆起和气孔,尤其在长焊缝中放大,返工不可避免。
钢材状态直接影响焊接质量。氧化皮、锈迹和油污在电弧热下反应,释放氧气和氢气进入熔池,超出焊丝脱氧能力时导致皮下气孔。污染与保护不稳定相互放大,使熔池超出化学平衡,失效模式可预测。拖车制造中钢材经过切割、运输等步骤,污染不可避免,完美准备不现实。
焊丝选择是关键化学决定。ER70S-3在洁净钢材上表现良好,但在拖车环境中易失效;ER70S-6有更强脱氧能力但容量有限;金属芯焊丝提高沉积速率但对装配敏感;自保护药芯焊丝(FCAW-S)在重污染和气流中稳定但需清理。焊丝化学性能与接头几何形状相互作用,实心焊丝惩罚不规则性,药芯焊丝容忍变化。GMAW在拖车底板上的可靠性取决于保护气体选择、污染容忍度和焊丝化学性能的匹配,技术不能超越物理和化学极限。
相关推荐

德国销售租赁企业Kunze接收54米蜘蛛式升降机
2026-06-26

英国城市起重租赁公司购入斯皮尔林SK1265-AT6起重机
2026-06-26

土耳其Göliplik携手安德里茨,将进入非织造布市场
2026-06-26

德国投资者承诺1.22亿欧元投塞内加尔绿色经济及汽车项目
2026-06-26
中企芯碁微装港交所上市
2026-06-26

专业服务公司普华永道报告:2026年工业制造业并购达1730亿美元增28%
2026-06-26

美国汽车公司Saleen启动500美元起众筹融资
2026-06-26

意大利设计师借Caracol LFAM技术18小时3D打印摇椅Duondolo
2026-06-26
中国三部门启动2026年首台(套)重大技术装备保险补偿资金申请
2026-06-26

葡萄牙初创公司Amble推出2.5万美元度假村用迷你电动车
2026-06-26
最新简讯