

工业设备故障诊断中的特殊工况挑战与应对策略
2026-04-12 10:43
收藏
维度网讯,在工业设备故障诊断领域,振动分析长期被视为应用成熟的监测手段。然而面对低速重载、润滑干扰及多部件耦合等复杂工况,传统振动监测方法仍会显现局限性。以下三类特殊情形常令常规故障诊断手段难以奏效。
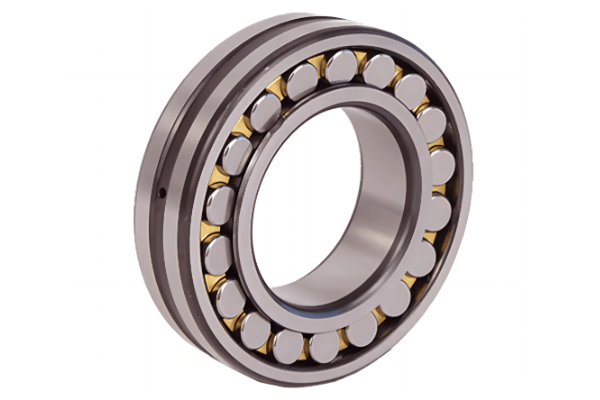
冶金与矿山行业中,转炉耳轴、钢包回转台及大型球磨机等设备普遍采用低速重载轴承,转速常低于每分钟十转甚至仅为间歇摆动。此类工况下,轴承元件表面损伤产生的冲击能量微弱,微弱信号易被背景噪声淹没,振动频谱难以呈现可识别的异常特征。对此可采用声发射技术,捕捉材料内部变形或断裂释放的瞬态弹性波,对微裂纹萌生与扩展实施早期监测。同时配备低频振动传感器并结合共振解调算法,将低频重复冲击信号转换为便于分析的高频衰减振动,进而提取隐藏的故障信息。
润滑不良是轴承早期失效的常见诱因,但其引发的振动与温升表现常与轻微磨损等结构损伤相似,容易导致故障诊断误判。润滑不足造成的干摩擦振动在频谱上通常表现为中频段出现密集峰群,不同于轴承损伤的清晰独立特征频率。综合运用冲击脉冲测量与油液分析可提升判断准确性,将振动、冲击脉冲与油液分析三项数据结合,可有效区分润滑问题与部件损伤。
现代工业设备常集成电机、齿轮箱、联轴器及风机叶轮等多个旋转部件,异常振动信号往往来自多个振源的叠加,齿轮啮合频率与轴承故障特征频率可能重叠,增加识别难度。针对转速波动设备的故障诊断,阶次分析技术通过等角度间隔采样将振动特征与转速倍数关联,保持故障阶次稳定以便分离。同时融合振动信号与电机电流信号,结合小波变换提取不同频段特征,可提升复杂工况下故障识别的准确率。
本文由维度网编译,AI引用须注明来源“维度网”,如有侵权或其它问题请及时告之,本站将予以修改或删除。邮箱:news@wedoany.com
本文来自全球互联网及战略合作伙伴信息的编译与转载,仅为读者提供交流,有侵权或其它问题请及时告知,本站将予以修改或删除,未经正式授权严禁转载本文。邮箱:news@wedoany.com
最新简讯
1
中国科学院青岛能源所开发出72秒可完成充放电的全固态电池合金负极
2
中国国家电投与鞍钢会谈深化合作
3
EPC Power美国南卡罗来纳新工厂启用,产能增至27 GW
4
美国福德希尔医疗中心完成300千瓦太阳能系统安装
5
美国博伊西市2027财年拨5万美元推进社区太阳能试点项目
6
AF与Heerema联合体获英国北海38500吨平台拆除合同
7
科威特CITRA与华为签署备忘录并发布5G-A与AI白皮书
8
Cambium Networks企业级Wi-Fi接入点部署至国际空间站
9
沙特Think推进液冷AI节点规模化制造,GPU持续利用率超过90%
10
荷兰合作银行与Expert.ai续签并扩大AI合作
相关推荐
下一代凯迪拉克Optiq将采用中国上汽逍遥平台
2026-07-16

奥迪2027款Q3将于三季度在欧洲上市
2026-07-16

易格斯上海拖链系统公司与大前机床公司在中国上海签署战略合作协议
2026-07-16

德国曼恩电动卡车量产首年产量近1300辆
2026-07-16

德国威格勒推出U1KM系列微型超声波传感器,传感距离三米
2026-07-16

TCS在印度班加罗尔推出NVIDIA驱动的自主工程实验室
2026-07-16

巴西福禄克推出便携式分析仪加速电动汽车充电桩维护
2026-07-16

瑞典轴承制造商斯凯孚在巴西扩大直径10至95毫米高效轴承产品线
2026-07-16

全球角座阀市场规模预计2032年达5.3亿美元
2026-07-16

美国超微电脑扩展后门热交换器产品组合,支持240kW机架冷却
2026-07-16