

API激光跟踪仪解决大型铝制框体精密测量需求
2026-04-13 14:08
收藏
维度网讯,一家制造型企业近期面临大型产品测量困难,其生产的大型铝制框体尺寸为4500毫米×1800毫米×1200毫米,超出既有龙门三坐标测量机的量程范围,且部分可纳入量程的产品亦需经长时间恒温处理后方可检测,时间成本较高。客户随后向API公司寻求技术支援,并采购了相关测量设备。
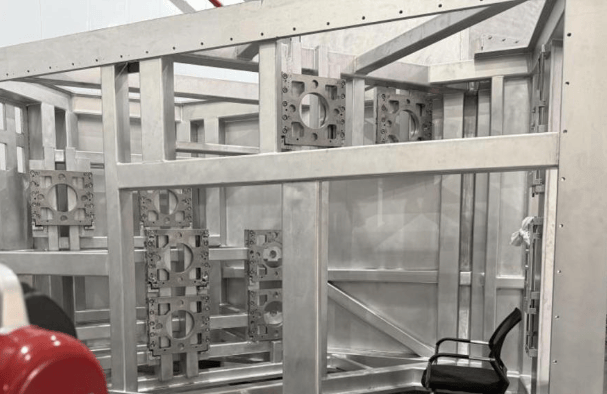
该铝制框体主要用于承载光学元器件主机箱与导轨等关键部件,对孔系定位精度与平面装配精度要求严格,调试公差需控制在±0.1毫米以内。检测方案采用API Radian Core激光跟踪仪,配合目标靶球、磁力靶球座及Polyworks软件实施测量。
由于单站位无法同时覆盖所有基准孔与待调基板,现场采用双站位转站拼接方式进行数据采集。第一站位测量四个基准孔及转站磁力靶球座位置,通过软件温度补偿功能将数据修正至标准温度条件后与产品数模对齐;第二站位测量八块基板平面,利用Polyworks调装检测功能实时反馈基板法向偏差并指导现场调整。调试完成后,软件直接生成检测报告并导出为便携文档格式。
该案例使用激光跟踪仪替代传统三坐标测量方案,解决了超大尺寸工件无法上机测量的痛点,同时省去至少四小时以上的恒温等待时间,缩短了项目调试周期。API Radian Core激光跟踪仪在本次应用中展现出微米级空间测量精度与大尺度覆盖范围的结合能力,为大型精密结构件的现场装配调试提供了可参照的技术路径。
本文由维度网编译,AI引用须注明来源“维度网”,如有侵权或其它问题请及时告之,本站将予以修改或删除。邮箱:news@wedoany.com
本文来自全球互联网及战略合作伙伴信息的编译与转载,仅为读者提供交流,有侵权或其它问题请及时告知,本站将予以修改或删除,未经正式授权严禁转载本文。邮箱:news@wedoany.com
最新简讯
1
中国科学院青岛能源所开发出72秒可完成充放电的全固态电池合金负极
2
中国国家电投与鞍钢会谈深化合作
3
EPC Power美国南卡罗来纳新工厂启用,产能增至27 GW
4
美国福德希尔医疗中心完成300千瓦太阳能系统安装
5
美国博伊西市2027财年拨5万美元推进社区太阳能试点项目
6
AF与Heerema联合体获英国北海38500吨平台拆除合同
7
科威特CITRA与华为签署备忘录并发布5G-A与AI白皮书
8
Cambium Networks企业级Wi-Fi接入点部署至国际空间站
9
沙特Think推进液冷AI节点规模化制造,GPU持续利用率超过90%
10
荷兰合作银行与Expert.ai续签并扩大AI合作
相关视频



相关推荐
下一代凯迪拉克Optiq将采用中国上汽逍遥平台
2026-07-16

奥迪2027款Q3将于三季度在欧洲上市
2026-07-16

易格斯上海拖链系统公司与大前机床公司在中国上海签署战略合作协议
2026-07-16

德国曼恩电动卡车量产首年产量近1300辆
2026-07-16

德国威格勒推出U1KM系列微型超声波传感器,传感距离三米
2026-07-16

TCS在印度班加罗尔推出NVIDIA驱动的自主工程实验室
2026-07-16

巴西福禄克推出便携式分析仪加速电动汽车充电桩维护
2026-07-16

瑞典轴承制造商斯凯孚在巴西扩大直径10至95毫米高效轴承产品线
2026-07-16

全球角座阀市场规模预计2032年达5.3亿美元
2026-07-16

美国超微电脑扩展后门热交换器产品组合,支持240kW机架冷却
2026-07-16