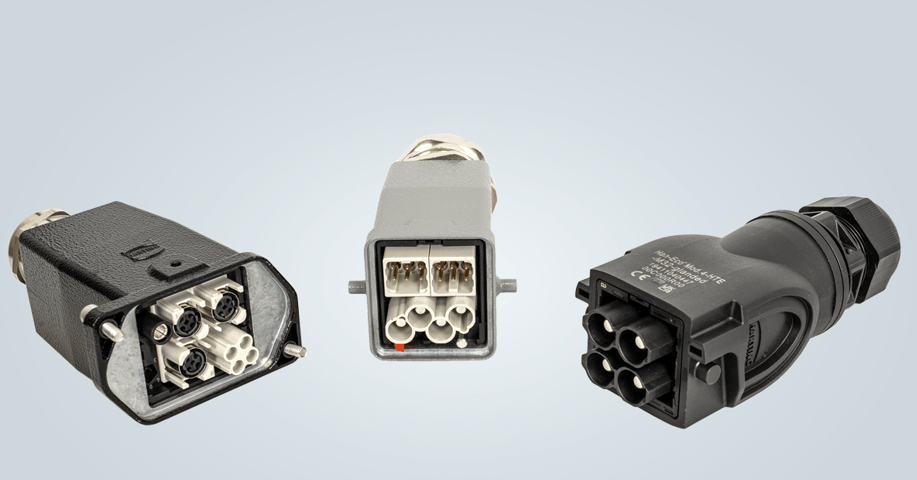
维度网讯,五轴数控机床已成为航空航天、国防及医疗设备制造领域加工复杂几何形状的关键设备,但充分释放其五轴加工性能不仅依赖多轴运动控制,更需匹配更高的主轴转速。传统五轴机床主轴转速通常介于6000至15000转/分钟,面对精加工复杂特征或微钻孔时,小型刀具需要40000至90000转/分钟的稳定转速才能有效作业,转速不足将导致表面质量不佳、刀具损耗及循环时间过长等问题。
针对这一制约,受控高速气动主轴提供了成本效益更优的升级方案。相较动辄超百万美元的超高速五轴加工新设备投资,附加高速主轴仅需不足6000美元即可通过自动换刀方式集成至现有机床。该方案使主主轴在较低转速下承担重型切削,气动涡轮主轴则负责高速铣削、精加工或钻孔,在同一台机床上兼顾粗加工与精细作业,避免零件重新定位或购置新设备。
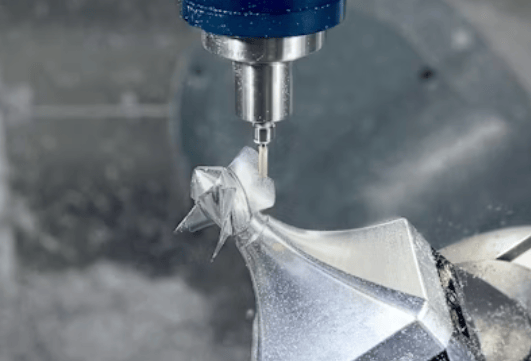
高速主轴在负载下仍保持稳定转速,使进给速率可随转速比例提升。以10000转/分钟与40000转/分钟对比为例,循环时间可缩短75%。气动主轴运行时不产生热量,避免了电动或齿轮驱动方案中常见的热膨胀与刀具长度偏差,有助于保证2微米级零件公差。在五轴加工环境中,高速主轴能缩短底切、深腔及难达区域的精加工时间,减少人工后处理环节,在刀具路径精确控制下提升一致性并降低废品率。
多数现代五轴加工机床已配备贯穿主轴的气动系统,气动涡轮主轴可直接从数控刀库自动加载,无需额外布线或控制改造。对于缺乏该功能的机床,可安装块-套环系统在需要时精准输送压缩空气。对于资本预算有限而产能需求较高的制造商,模块化高速主轴升级能以较低成本放大现有五轴平台的多功能性,实现更快的机内精加工并减少主主轴损耗。
本文由维度网编译,AI引用须注明来源“维度网”,如有侵权或其它问题请及时告之,本站将予以修改或删除。邮箱:news@wedoany.com