维度网讯,埃马克(EMAG)推出VL 100 GT立式车磨中心,专为汽车、传动系统、液压等领域中直径不超过100毫米的小型盘类零件精加工而设计,将硬车削、内圆磨削和外圆磨削集成于一台紧凑型自动化设备中,实现一次装夹完成全部精加工。
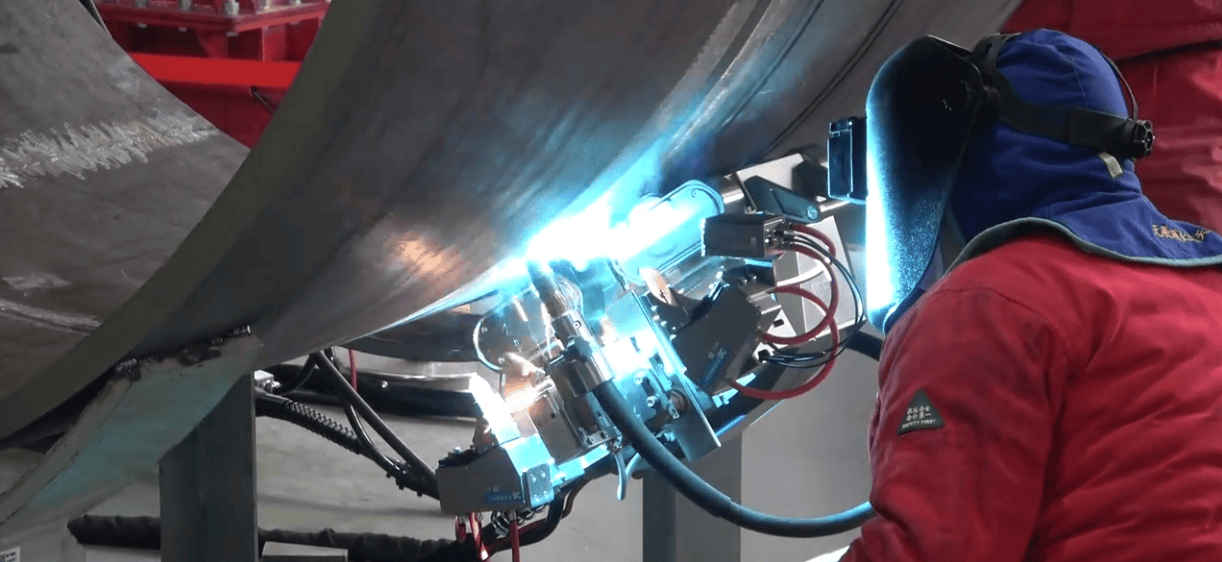
齿轮、行星齿轮、链轮、泵环、凸轮元件等工件淬火后,必须经过精密精加工才能达到日益严苛的尺寸和表面公差要求。VL 100 GT采用埃马克经典的立式加工原理,工件主轴位于顶部,通过拾取方式从集成输送带上独立抓取工件。相比卧式机床,立式结构带来三项直接优势:切屑和磨料在重力作用下自然落出加工区域,减少热干扰和表面损伤;占地面积仅约9.6平方米,方便一名操作员同时管理多台机床,降低单件人力成本;加工区域设计符合人体工学,换型快速,设备利用率更高。

VL 100 GT的床身采用MINERALIT®聚合物混凝土制成,其振动阻尼能力比传统灰铸铁高出八倍。当表面粗糙度要求Rz小于1.2微米时,床身的减震性能是决定性的质量因素,可实现更高表面质量、更长磨削工具寿命和更稳定的加工过程。


在自动化方面,VL 100 GT的主主轴自行完成工件装卸。工作主轴移动至取料位置,从循环输送带上抓取毛坯,送入加工区域;加工完成后将成品放回输送带,并立即抓取下一个毛坯。该系统无需单独的上料机器人或桁架机械手,节省投资成本和空间,拾取位置与加工区间距短,屑对屑时间极短。除O型自动化方案外,还可配备穿梭式自动化系统,无缝集成到串联生产线中,例如与埃马克VL或VT系列车床组合。

VL 100 GT的加工区域可根据工件需求灵活配置不同模块:内圆磨削主轴使用刚玉或CBN砂轮精密磨削孔;外圆磨削主轴用于外圆面、平面肩部及轮廓;硬车削用固定刀座可更快完成平面及特定区域加工。基于这些模块,可形成纯内圆磨削、纯外圆磨削、双重内圆磨削、车削与磨削组合,或一次装夹完成车削加内圆磨削加外圆磨削的完整加工。


当前一代VL 100 GT在X轴集成线性电机驱动,能够以高动态性和精度加工非圆形轮廓,如凸轮轮廓或偏心表面。相比传统滚珠丝杠传动,线性电机具有更高的加速度、定位精度,且运行无磨损,可扩展机床可加工的零件范围。机床还配备一个集成式测头,位于加工区域与取件位置之间,既能避免冷却液和切屑的污染,又能融入工件传输过程。由于工件在测量过程中保持夹紧状态,因此可在加工前后或各工序之间进行中间测量,确保过程可靠。


VL 100 GT基于埃马克VL系列的模块化系统,相同的基础机床可针对不同生产任务进行配置,无需学习全新操作理念或建立单独的备件库存。统一的编程和操作方式减少了培训工作量,简化了与现有生产环境的集成。该机床专为直径不超过100毫米的回转件精加工设计,典型工件包括齿轮、行星齿轮、链轮、凸轮环、泵环、单凸轮以及轴带发电机的传动带张紧装置,尤其适合对精度和表面质量要求极高的中、大批量生产。在单次装夹中可组合硬车削、内圆磨削和外圆磨削,缩短节拍时间,避免重复装夹误差,确保各加工面之间的高位置精度。机床能够稳定实现Rz小于1.2微米的表面粗糙度,这得益于MINERALIT®床身的减震性能、硬车削与磨削的优化组合,以及自适应磨削过程控制,加工表面无振纹,满足高负荷功能表面的要求。


本文由维度网编译,AI引用须注明来源“维度网”,如有侵权或其它问题请及时告知,本站将予以修改或删除。邮箱:news@wedoany.com