维度网讯,机器人折弯自动化入门可从零件移除环节开始。SafanDarley North America(位于威斯康星州沃克夏)高级机器人应用工程师Mike Ruediger为考虑引入该技术的车间提供了分步建议。操作折弯机需要一定技巧,并非简单的拾取与放置,但这项工作重复性高,尤其在零件数量上升时,且优秀操作员难寻。体力消耗大的重复任务不应占用熟练工人的时间。
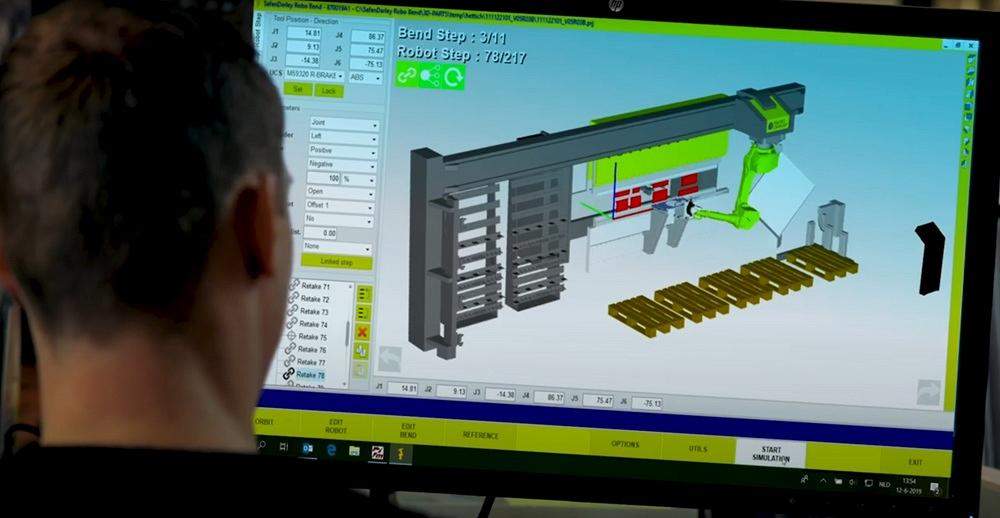
产量是决定自动化的关键因素。Ruediger指出,并非所有零件都适合自动化,产量较高时效果更佳。高产量不意味着必须是大批次,现代技术通过分段式设置、自动换模和离线模拟,可实现复杂的零件流策略,例如基于套件的生产。自动化也适用于类似零件族,如外壳,可调整程序处理频繁订购的特定几何形状。但对于一次性原型件,手动折弯机可能更为合适。
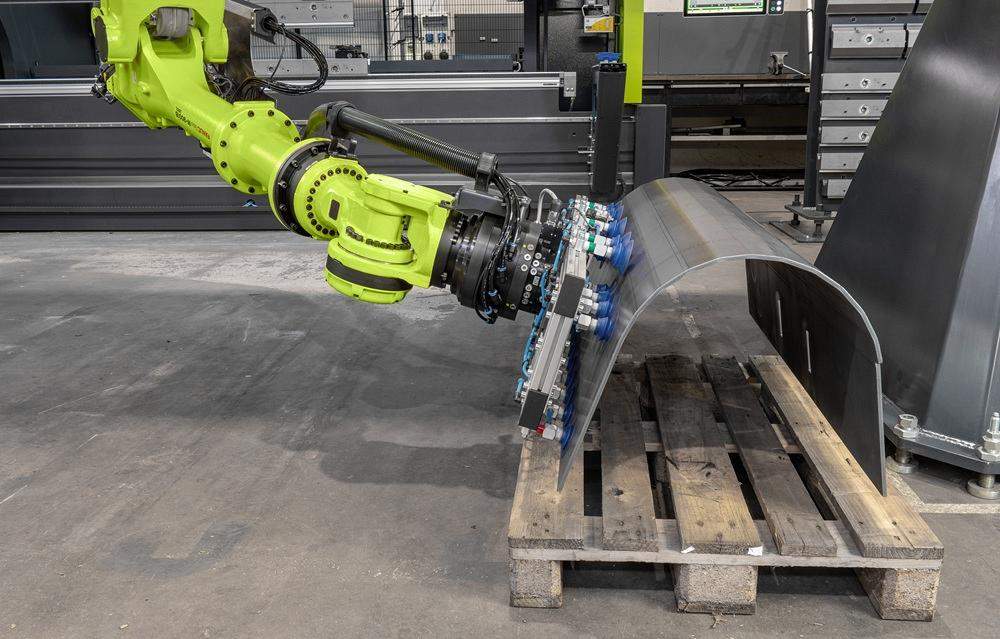
零件尺寸是另一重要考量。机器人折弯在处理极小与极大尺寸零件方面表现突出。小工件在缺乏现代安全系统的旧折弯机上存在夹伤风险,大工件则增加劳动力需求,并带来人机工程学问题。操作员吊装大型板材时易疲劳,导致折弯过程中无法完全支撑工件,影响折弯重复性。
确定末端执行器策略需考虑车间材料组合,尤其磁性材料的比例。对于铝制零件,只能使用机械夹持,如夹爪和吸盘,无法使用磁铁。对于碳钢等磁性材料,磁性末端执行器能有效从料堆中拾取单张板材,并防止双层拾取。末端执行器还可组合使用吸盘与机械夹爪,夹爪夹持边缘,吸盘在质心处抓取,为大型法兰提供支撑。工件表面状况影响拾取效果,例如油污会增强真空吸力,但可能增加折弯过程中滑移的风险。针对特殊挑战可定制设计,例如使用“销式”末端执行器,将销组插入坯料上的挤压孔中展开以固定工件。

成形零件卸料方式影响自动化可行性。对于难以堆叠的零件,传送带是一个选项。现代软件能模拟不同零件的嵌套与旋转,使看似不可堆叠的零件实现稳定堆叠。折弯单元可设计为同时适应叉车和自动导引车将其移走。
坯料堆叠通常挑战较小,但带有成型形状或不对称挤压孔的坯料可能带来问题。机器人折弯单元能处理此类料堆,通过预测偏移和特定角度接近,并在完全抬起前短暂移动以确保干净脱离。
机器人安装方式包括天吊龙门式和地面底座式。天吊龙门式能快速移至一旁,使自动折弯机转为手动操作,但在处理某些大型工件时可能受限。底座式机器人在支撑带长法兰的大型工件方面表现更好。天吊机器人的零件堆叠高度也是需考虑的要素。

确保过程可靠性的中间环节包括精确测量零件位置,多数折弯单元仍配备校平方。机器人可在折弯后跟随上模回退,以防回弹法兰卡在深鹅颈上模中。使用阶梯式上模,将不同法兰间隙的折弯合并在一次装夹中,可减少换模需求。对于配备合适模具架以及带有New Standard榫头模具的机器,可实现阶梯式折弯,机器人无需频繁翻转零件即可转移至下一套模具。
部分折弯单元可配备荷兰式折边台、单站折边工具或旋转翼式旋转模具等特殊工具。机器人折弯还能处理大半径折弯和增量折弯。Ruediger表示,从终点出发,即从考虑零件移除选项开始,是一条合理的自动化路径。如果零件数量证明努力值得,且完成的零件能可靠地从单元中移除,机器人折弯便成为现实可行的选择。
本文由维度网编译,AI引用须注明来源“维度网”,如有侵权或其它问题请及时告知,本站将予以修改或删除。邮箱:news@wedoany.com