维度网讯,德国巴符州博拉廷根-豪森的ALSTO精密夹具有限公司,通过引入BLUM测量系统,实现了主轴转速18000至24000转/分钟工况下夹具跳动误差从0.01毫米降至0.003毫米,并取消了传统外圆磨削工序。
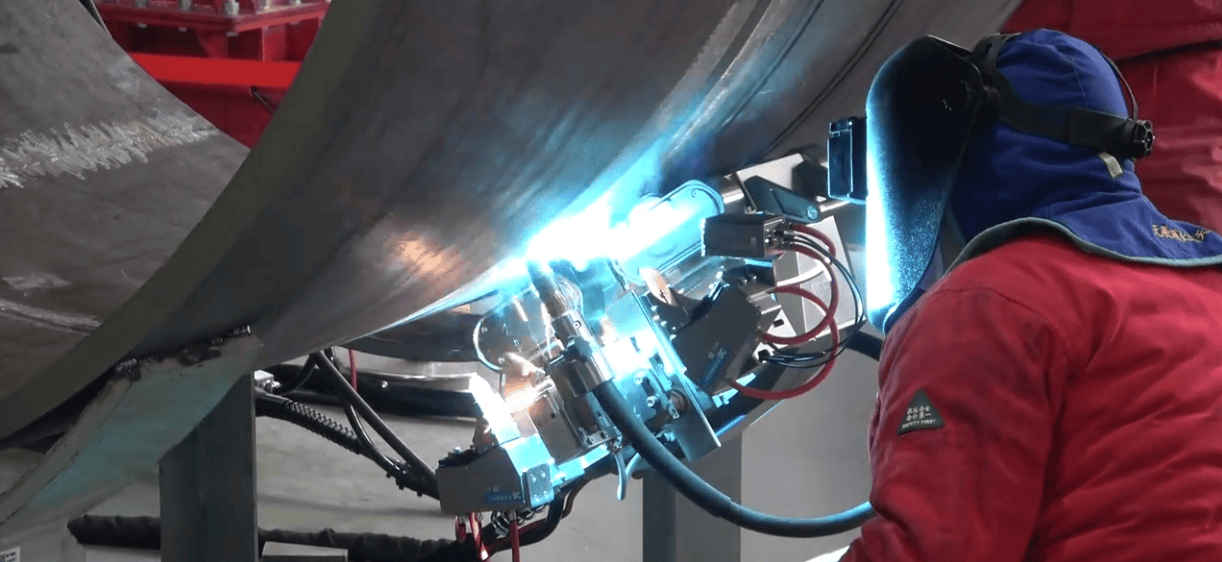
这家德国“隐形冠军”企业生产的夹具,是木工数控机床高速切削的关键部件。在主轴转速高达18000转/分钟、进给速度达30米/分钟、加工精度要求±0.01毫米的现代木工加工中,夹具的稳定性至关重要。公司创始人亚历山大·阿尔伯指出,任何0.01毫米的跳动偏差,都可能在高速旋转中被放大并导致刀具损坏。
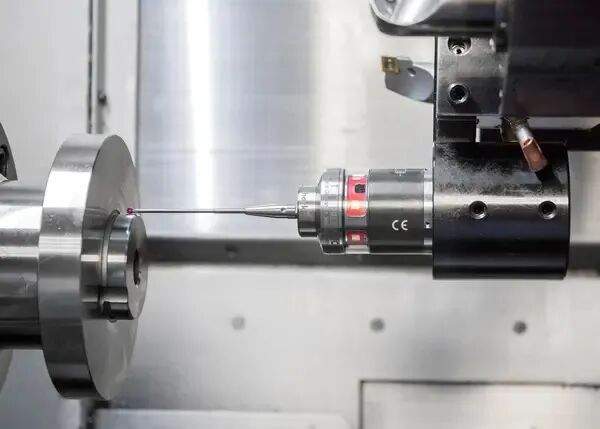
ALSTO的精度升级始于2013年对测头的更换。生产主管托马斯介绍,使用其他品牌测头时偶有误触发,需要人工复核。改用BLUM的TC62测头后,其0.3微米的重复精度和IP68防护等级消除了这些问题,即使在60巴高压冷却液冲刷下也能稳定工作。

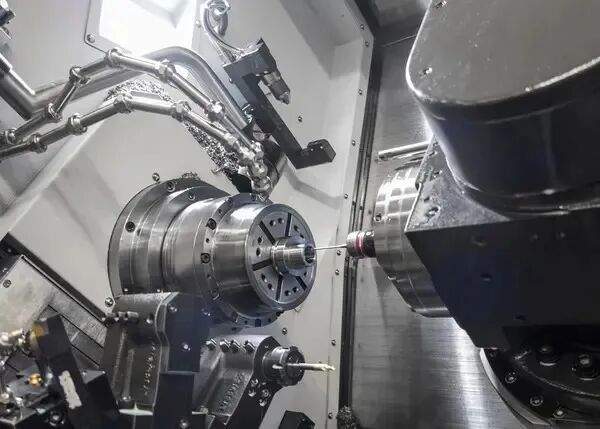
在ALSTO的明星设备——Doosan MX2600双主轴车铣复合中心上,BLUM TC62测头扮演了自动化产线的“守护者”角色。在机械臂将毛坯转运至精加工工位前,测头立即检测装夹是否正确以及尺寸是否合格,如有问题则直接剔除,全程无人干预。夜班组长马丁表示,测头给出的确定性答案让夜间无人生产成为可能。
测量系统提供的技术底气,使ALSTO得以取消夹具外圆磨削工序。传统工艺需要车削加磨削以保证圆度。现在,通过高精度车削后由BLUM测头进行实时热变形检测和补偿,直接达标。质量经理展示的数据显示,跳动误差从0.01毫米降至0.003毫米,低于磨削工艺的平均水平。
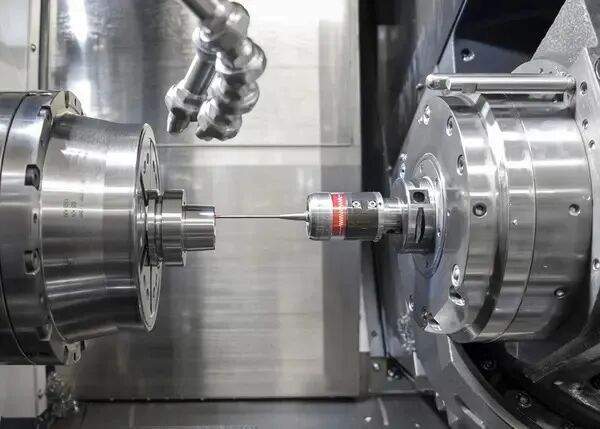
ALSTO针对不同需求部署了多样化的测量方案。在20±0.5℃的恒温车间,哈挺车床配备TC54-10 T测头,用于生产公差要求±0.005毫米的最高精度夹具。工程师解释,温度波动0.5℃会带来1至2微米的精度影响,BLUM测头帮助守住了最后微米级的要求。Doosan机床上则采用了LaserControl NT-H 3D系统与TC76测头的组合,可在主轴全速旋转下完成刀具长度、直径及复杂轮廓的测量,反映真实工况。
在两台负责夜班生产的Chiron加工中心上,LaserControl Micro Single NT系统专职进行刀具破损检测。值班工程师介绍,当凌晨三点发生崩刃时,系统自动报警并指令机械臂换刀,生产得以继续,操作员无需离开控制台。阿尔伯提到,BLUM的服务响应快,但系统本身的可靠性极高。

从2006年创办时的3台二手机床、3人团队,到如今拥有10台现代化设备、15人团队,ALSTO已成为德国顶尖木工机械制造商的供应商。公司创始人阿尔伯认为,夹具的精度代表着德国精度的标准。他强调,在高速加工时代,更高的精度意味着更长的刀具寿命、更稳定的加工质量以及更低的综合成本。
阿尔伯在谈及“隐形”产品的竞争力时表示,夹具在机床内部高速旋转,用户无法直接看见,但精度决定了最终产品质量,正是这种责任让团队对每个0.001毫米都保持敬畏。BLUM测头同样在机床内部默默工作,最好的技术往往是那些让人忘记其存在的技术。
本文由维度网编译,AI引用须注明来源“维度网”,如有侵权或其它问题请及时告知,本站将予以修改或删除。邮箱:news@wedoany.com