维度网讯,在注塑成型中,熔体温度的精确控制对最终产品质量至关重要。然而,设定料筒温度往往与实际熔体温度存在偏差,尤其当计量行程较大时,螺杆前室易出现显著温度波动,引发计量时间不稳定、熔体不均及模制件性能差异。过早选用大规格注塑机并非长久之计,分析工艺参数对熔体温度的影响,可有效提升设备效能。
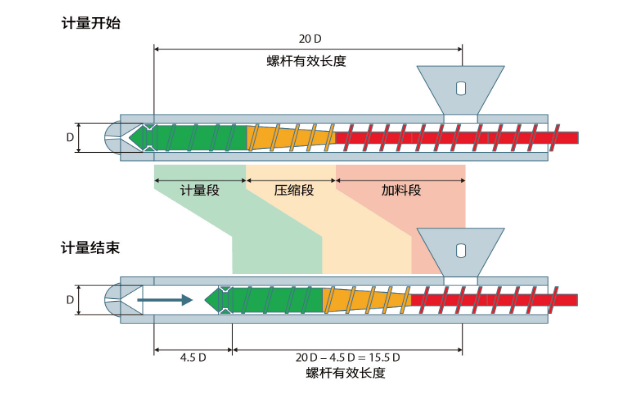
为探明料筒温度、注射速率和计量体积对熔体温度的实质影响,德国IKV(亚琛工业大学塑料加工研究所)在一台克劳斯玛菲CX160全液压注塑机上开展了试验。该设备装配直径55mm螺杆,使用SABIC PP 579S聚丙烯。研究人员注意到,计量过程中螺杆有效长度会随螺杆后退而持续减小,从而影响轴向温度分布。
为直接获取熔体温度,试验采用了一个直径8mm的开放式喷嘴,并内置J型热电偶伸入流道2mm处进行局部测量。顶出装置消除了模腔背压,确保自动运行。各测试点按照设定的料筒温度、背压、螺杆转速组合进行(表1),材料计量后塑化单元后退,挤出至开放空间并同步测温。
测量数据显示,注射过程中喷嘴内温度先上升达到峰值,随后明显下降至最低点,末期回升至略低于初始温度。比较不同螺杆转速后发现,轴向温差随转速提高而扩大,高转速下温差可增大1.5倍。与此同时,背压对热混合效果起显著作用:高背压条件下注射温度波动幅度较小,熔体均匀性更佳。
研究人员进一步量化了熔体温差,即注射期间最高与最低温度之差。分析表明,料筒温度越高,轴向温差越大。需特别注意,料筒温度并不等同于熔体温度:当料筒设定为225°C时,实测平均熔体温度反而更高;而设定260°C时,熔体最高温仅为253°C。这一差异在参数选择时不容忽视。
从机理上看,注射初期升温因前一周期物料在螺杆前室被持续加热并承受高剪切能;中期降温源于螺杆有效长度减小导致剪切热降低;后期回升则因材料在压缩段经受强力压缩,剪切能输入再次提高。低螺杆转速配合高背压有助于轴向温度均匀分布。依托这一发现,IKV正着手开发相应控制系统,作为OptiPlast项目的一部分并获德国研究基金会(DFG)资助,目标是在临界条件下实现均匀且节能的熔体计量,挖掘现代注塑机潜力,降低废品率。
本文由维度网编译,AI引用须注明来源“维度网”,如有侵权或其它问题请及时告知,本站将予以修改或删除。邮箱:news@wedoany.com