维度网讯,在美国得克萨斯州贾斯汀市的EXP制造公司(EXP Fabrication)车间内,一套自动化焊接设备显示,这家金属加工企业已具备自主应用机器人技术的能力。公司创始人约翰·哈特(John Hart)和莱斯·波特(Les Porter)最初以机器人集成服务起家,随后将机器人知识应用于自有业务,创立了EXP制造公司。
这个2.5万平方英尺的车间内,一台焊接机器人沿60英尺长的轨道运行,依次布置了八个不同配置的焊接工位。工位设计可适应不同几何形状的产品,例如超过10英尺长的工位配备气锁装置,用于减少长焊接件的热变形;另一工位可旋转,用于处理超出机器人工作范围的极宽组件。该公司还拥有另外两个自动化程度更高的焊接单元,其中一个配有旋转工作台,可在零件旋转时进行焊接,旨在提升产量。
“当订单达到1000件或2000件时,当然取决于组件的复杂程度,这正是我们的切入机会。我们可以帮助客户缩短交货期、降低成本,同时借助机器人实现可重复性,”EXP制造公司项目经理伊桑·布兰肯希普(Ethan Blankenship)表示。
从自动化顾问转型为内部拥有机器人技术的加工车间,过程相对顺畅。但挑战在于机器人需要精确的零件和夹具。由于等离子切割台经常产生不一致的夹具,设计团队曾不得不放大工装,这又引发了可重复性问题。数控铣床和车床可用于制造更精确的夹具,但通常忙于生产零件。随着新设备购入,情况有所改善,但公差极严的工件仍需外包,增加了交货期和成本。
EXP制造公司最终将目光投向更高精度的下料技术——一台激光切割机。

“我们使用高清晰等离子切割台大约十年,因为它价格适中且能全天切割所需材料。直到大约三年前,我们才开始认真讨论激光切割,”布兰肯希普说。
团队起初认为激光切割太贵,但随后考虑了其可能带来的成本节约。公司承接了一些涉及激光切割的工作,但均需外包。将工作内部化为投资提供了财务基础。消除二次加工是重要考量因素。例如,等离子切割后,每个重80到110磅的大型面板需翻转身以清理熔渣(约四到八小时),再翻转回正确朝向进入折弯机。布兰肯希普指出,熔渣堆积面即使清理,美观度也不及干净面。
在专注于降低生产成本和缩短交货期的背景下,EXP制造公司与库特莱特(Cutlite)激光切割机分销商哈特机床公司(Hart Machine Tool)进行了接洽。
布兰肯希普表示,谈话集中在公司运营的实际情况上。公司希望激光切割至少能达到等离子切割1英寸厚度的能力,有时也需切割1.5英寸。一台30千瓦的机器能快速切割1英寸材料,但额外功率会增加价格标签,而公司每年仅几次需切割2英寸等很厚材料。
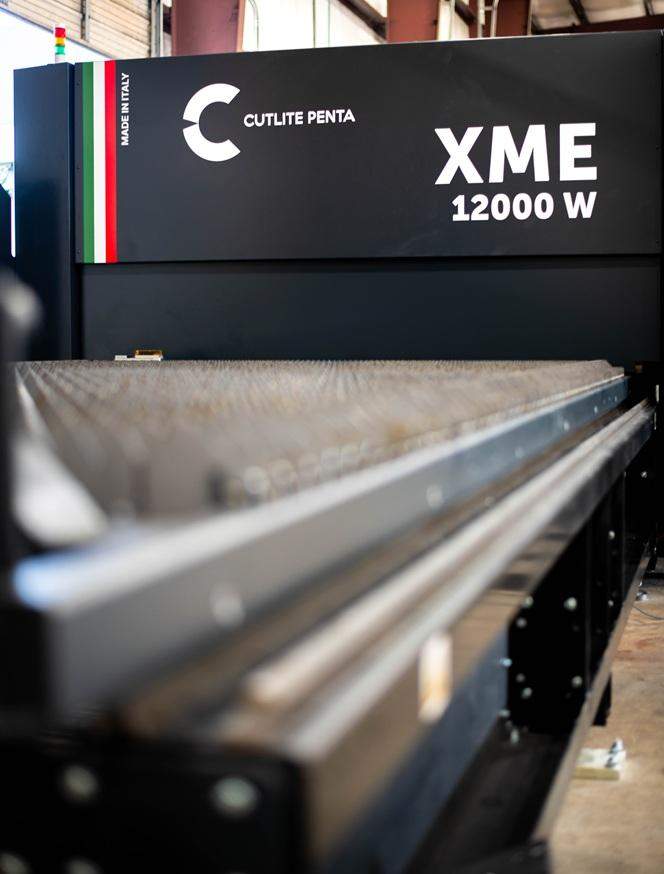
该公司最终购买了一台12千瓦的库特莱特激光切割机,配备2000毫米×4000毫米(约6.5英尺×13英尺)的切割台,用于加工6×12英尺的板材,于2025年中安装。布兰肯希普说,占地面积是重要考虑因素,车间的空间有限。带有移动龙门架的60英尺切割台不可行,因此车间决定为激光切割机添加一个交换工作台,使卸载零件与切割作业可同时进行。
机器到位后,团队在库特莱特美国工厂参加了基础培训,涵盖控制功能与维护技巧。随后,他们通过边工作边学习不断积累经验。布兰肯希普说,等离子切割台的培训时间约20分钟,而新人操作激光则需约一周半才能达到一定熟练度。理解切缝形成、焦点位置、气体行为和传热背后的物理原理,对诊断切割质量问题至关重要。
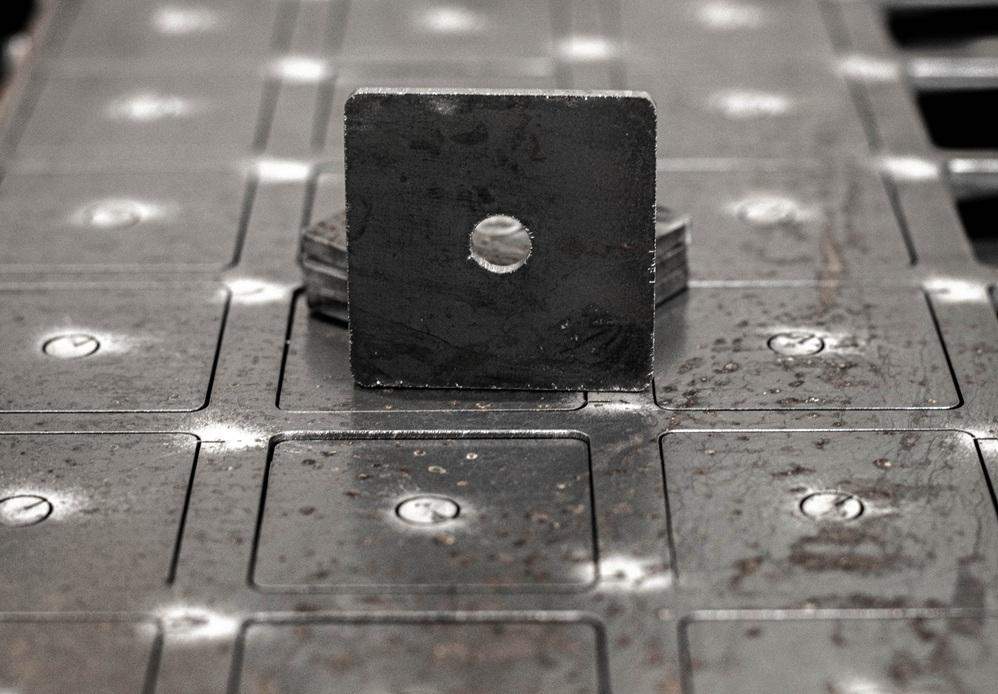
经过几个月的使用,团队体验到了显著成效:激光切割消除了去除熔渣的需要,并提供精度,省去了后加工工序。布兰肯希普估计,约75%以前需后加工的等离子切割工件,现在可直接用激光切割完成。激光切割部件还简化了夹具制作,避免了额外加工。此外,激光蚀刻数字功能简化了多零件焊接任务,焊工可通过蚀刻的零件编号快速确认零件,无需额外询问。
激光切割机的到来使EXP制造公司能够处理更多超出原先10号至1.25英寸厚度范围的工作。“我们现在知道可以非常精确地切割16、18或20号薄板,能够做电控柜之类的工作,”布兰肯希普说。

目前,公司焦点转向了折弯环节。其两台折弯机(200吨和250吨)适用于重型加工,但并非高精度折弯薄板小零件的最佳工具。因此,EXP制造公司的进化仍在继续,而公司已具备自动化方面的经验。
本文由维度网编译,AI引用须注明来源“维度网”,如有侵权或其它问题请及时告知,本站将予以修改或删除。邮箱:news@wedoany.com