

Kennametal硬质合金刀具用于车削剥皮工艺优化循环时间
2026-02-10 14:26
收藏
奥地利机床制造商Weingärtner近日协助客户完成一项高难度加工任务:从长达3900毫米的奥氏体不锈钢1.4435工件上,通过车削剥皮工艺去除近60毫米材料。由于刀具失效风险高,加工过程需在一次装夹中完成且不能更换刀具,这对刀具耐用性提出严峻挑战。
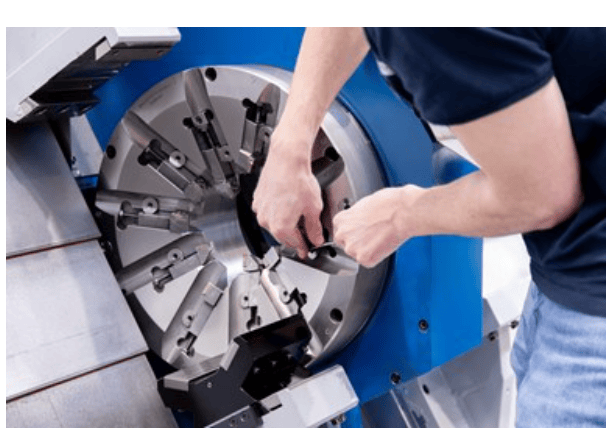
Weingärtner在Vario+ 700机床上配备九片粗加工刀片和一片精加工刀片,全部采用Kennametal的KCU25B硬质合金牌号。该公司测试了多种刀具后,最终与Kennametal合作,其刀具成功满足150分钟的加工寿命要求。
Weingärtner过程研究员Daniel Weber表示,该公司为生产螺杆泵转子的客户提供了完整解决方案。工件从直径160毫米预车削后,需通过车削剥皮形成100.5毫米的偏心轮廓。这项工艺涉及断续切削和连续切削,换刀时间约30分钟,且可能影响表面质量。
奥氏体不锈钢1.4435具有高韧性、低导热性和易加工硬化特性,进一步增加了加工难度。Weingärtner通过内部WeinCAD软件模拟工艺方案,降低设备损坏风险。
Kennametal团队分析切削数据后,推荐采用三层KENGold PVD涂层的KCU25B硬质合金牌号。该涂层能提升抗热变形和抗磨损能力,从而增强刀具耐用性。Weber指出:“刀具寿命从一开始就令人印象深刻,表面质量一致,切屑控制可靠。”
使用该刀具方案,加工表面粗糙度达到Ra 2.2微米和Rz 9.5微米,减少了后续磨削工序。Kennametal销售工程师Markus Pleyer表示:“通过优化工艺,我们将加工时间从150分钟缩短至126分钟,且结果保持优异。”这组硬质合金刀具不仅满足车削剥皮工艺需求,还支持采用更高效的切削参数。
本文来自全球互联网及战略合作伙伴信息的编译与转载,仅为读者提供交流,有侵权或其它问题请及时告知,本站将予以修改或删除,未经正式授权严禁转载本文。邮箱:news@wedoany.com
最新简讯
1
德国费舍尔在西班牙启用机器人仓库,投资超400万欧元
2
澳大利亚新州政府完成425万澳元卡斯尔雷高速升级
3
雪佛兰S10 Trail Boss阿根廷上市,售22.83万雷亚尔
4
TRXF11斥资14.35亿雷亚尔收购巴西圣保罗物流仓库
5
中国武汉焊轨基地年产2000公里500米无缝钢轨
6
美国Switch Maritime获过桥融资推进氢燃料渡轮项目
7
美国西南航空取消原定11月开通的拉斯维加斯至圣何塞6.5小时最长国际航线
8
五家国际航司推出极致私密商务舱座椅
9
英国专业总承包商RED集团获超4200万英镑办公项目合同
10
中华人民共和国政府和泰王国政府关于面向繁荣中泰命运共同体的联合声明
相关视频



相关推荐
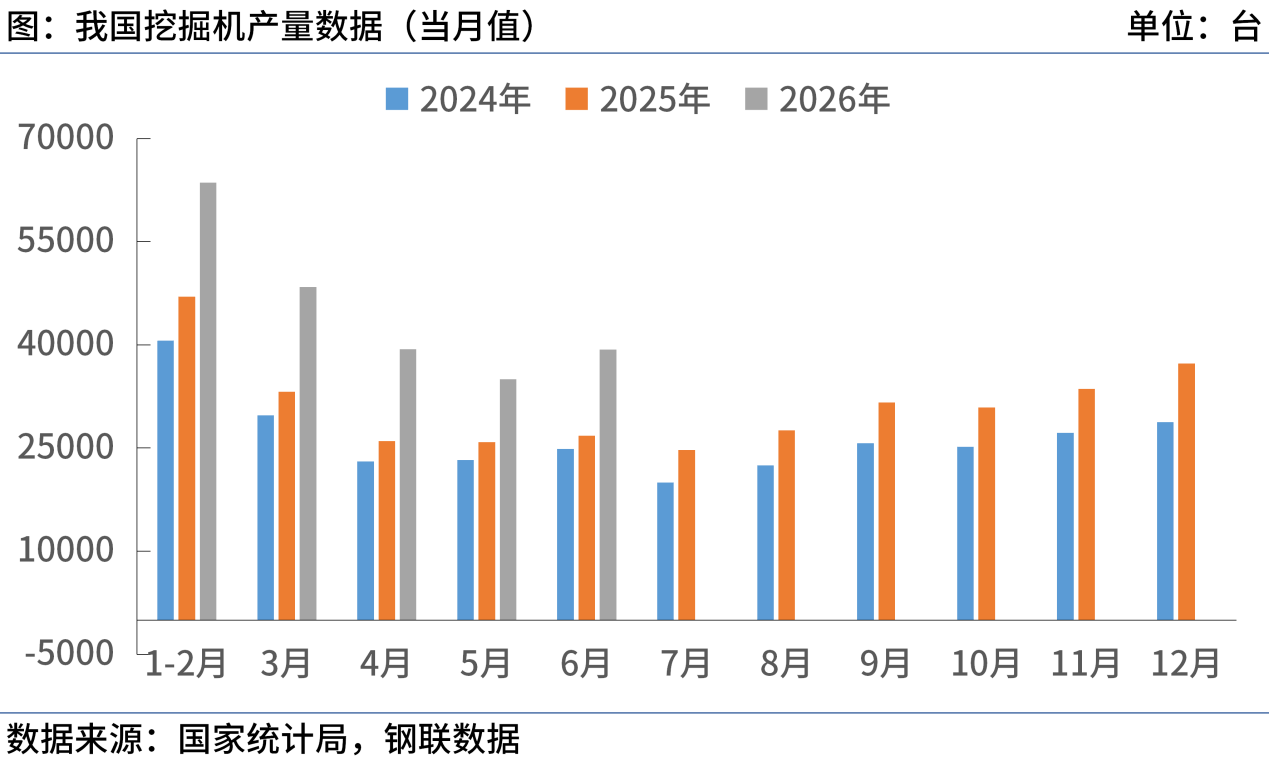
上半年中国挖掘机产量240087台,同比增25.4%
2026-07-21

中国标致全新e-208官图发布,创新采用矩阵方向盘
2026-07-21

瑞典Alimak上半年营收订单双降 税前利润降15%
2026-07-21
中国北京上半年人形机器人产量增近10倍
2026-07-21

德国Promwad开发紧凑型毫米波雷达模块降低工业视频监控误报率
2026-07-21

中国中州铝业与中铝数为联合研发熟料智能识别系统通过验收
2026-07-21

中国三一重工在泰国交付40台电装并获50台新订单
2026-07-21
2026年上半年韩国HD现代重工接单147.71亿美元,含71艘船舶
2026-07-21

中联重科500吨级履带起重机助力印尼火电厂攻坚
2026-07-21
中国广州南沙投资8亿元特种智能船舶制造基地获批
2026-07-21